



Bulletin E2701
Crossbreeding Systems for Beef Cattle
DOWNLOAD
October 26, 2015 - Harlan Ritchie
 Print
Print Email
EmailReasons for Crossbreeding
Crossbreeding can increase levels of production in livestock in two ways:
1. Complementarity utilizes the desirable characteristics of two or more breeds to achieve a higher frequency of desired genes among the crossbreds than could be found within a single breed. In other words, the strong points of one or more breeds can be used to compensate for the weak points of another breed. Geneticists refer to this as additive gene effects.
2. Heterosis (hybrid vigor) results from non-additive gene effects. It is defined as the percent of superiority expressed in a trait by crossbred progeny over the average of the parent breeds in the cross. Heterosis is calculated by the following formula:
% heterosis = crossbred avg. – straightbred avg./straightbred avg. x 100
As an example, assume that the two parent breeds in a cross had weaning weight averages of 575 and 475 pounds and their crossbred progeny averaged 550 lb. The percent of heterosis would be:
550-525/525 x 100 = 4.8%
The basic objective of crossbreeding systems is to optimize simultaneously the use of heterosis and breed differences within a given production and marketing environment. The production environment includes feed resources as well as climatic conditions.
Heterosis and Its Effects
The level of heterosis tends to be inversely proportional to heritability. In moderately to highly heritable traits, such as carcass characteristics, the level of heterosis is low. On the other hand, in traits having low heritability, such as fertility and livability, heterosis is high. In general, heterosis is expressed to a greater degree in reproduction and in traits expressed up to weaning time.
Heterosis is classified as either individual or maternal. Individual heterosis is that expressed by the crossbred calf; maternal heterosis is that expressed by the crossbred dam. Table 1 illustrates the relationship between heritability and heterosis in various traits. It is important to note that reproduction traits, which are low in heritability and for that reason cannot be changed readily through selection within a pure breed, can be markedly improved through the effects of heterosis. Conversely, carcass traits exhibit little or no heterosis but respond well to selection within a breed. As animals in a cross become geneticallv more divergent or unlike, heterosis is usually higher. As an example, when Bos taurus (European) breeds are crossed with Bos indicus (Brahman) breeds, the effects of heterosis are greater than those shown in Table 1. On the other hand, when bloodlines within a breed of cattle are crossed, little, if any, heterosis is expressed.
Table 1. Heritability and heterosis estimates for some economically important traits.
|
Trait |
Heritabilitya |
Total heterosisb (%) |
|
Calving rate |
0.02-0.17 |
6 |
|
Calf survival to weaning |
0.10-0.15 |
4 |
|
Weaning rate |
0.17 |
8 |
|
Birth weight direct |
0.31 |
6 |
|
Weaning weight direct |
0.24 |
11 |
|
Milk production |
0.20 |
9 |
|
Postweaning gain |
0.31 |
3 |
|
Yearling weight |
0.33 |
4 |
|
Mature cow weight |
0.50 |
1 |
|
Feed conversion (TDN/gain) |
0.32 |
-2 |
|
Dressing % |
0.39 |
0 |
|
Rib eye area |
0.42 |
2 |
|
% cutability/retail product |
0.47 |
0 |
|
Marbling/quality grade |
0.38 |
2 |
|
Tenderness |
0.29 |
0 |
|
a Koots et al. (1994). |
||
|
b Kress and Nelsen (1998). |
||
The cumulative effects of individual and maternal heterosis on calf weight weaned per cow exposed can be very dramatic. This is shown in Table 2, which summarizes a long-term crossbreeding study conducted in two phases at the Fort Robinson Research Station in Nebraska. Phase I measured individual heterosis by comparing crossbred calves against straightbred calves, both of which were raised by straightbred dams. Weaning percentage was 3 percent higher for crossbred calves because of 3 percent higher livability. This, coupled with a 4.6 percent heavier weaning weight, resulted in 8.5 percent more calf weight weaned per cow exposed in favor of the crossbred calves.
Table 2. Effects of individual and maternal heterosis in crossing Herefords, Angus and Shorthorns in Fort Robinson Research Station study.a
|
|
Phase I, individual heterosis, % |
Phase II, maternal heterosis, % |
Total heterosis, % |
|
Weaning % |
+3.0 |
+6.4 |
+9.4 |
|
Weaning wt. |
+4.6 |
+4.3 |
+8.9 |
|
Weaning wt./cow exposed |
+8.5 |
+14.8 |
+23.3 |
|
a Cundiff and Gregory (1977); Gregory and Cundiff (1980). |
|||
The effects of maternal heterosis were measured in Phase II by comparing crossbred against straightbred cows, both of which were raising crossbred calves. Weaning percentage was 6.4 percent greater for the crossbred cows because of a higher conception rate; there was no difference in calf livability. Because the crossbred cows milked heavier, their calves weighed 4.3 percent more at weaning time. These two factors together resulted in 14.8 percent more calf weight weaned per cow exposed for the crossbred dams. In the third column of Table 2, the combined effects of individual and maternal heterosis are summarized. Crossbred cows raising crossbred calves weaned 23.3 percent more calf weight per cow exposed than straightbred cows raising straightbred calves. About two-thirds (14.8 percent) of this advantage was due to maternal heterosis and one-third (8.5 percent) to individual heterosis. Experiments involving Brahman x European crosses have shown even greater cumulative increases over the average of the straightbred parents.
If your goal is to maximize heterosis, the following requirements should be met (assuming natural service and raising your own replacements):
- Avoid backcrossing and subsequent loss of heterosis by making the most divergent matings possible.
- Two or more breeding pastures are needed.
- Two or more breeds of bulls are needed.
- All females must be identified by breed of sire and year of birth.
Certain crossbreeding systems can help mitigate some or all of the above requirements.
Crossbreeding Systems
Factors to be considered when choosing a system:
- Size of herd: The smaller the herd, the less complex the system should be.
- Number of breeding pastures: If you use natural service, the number of available breeding pastures will be a factor in how elaborate the system can be.
- A.I. or natural service? More complex systems can be used if you are set up for A.I.
- Can high-quality replacements be purchased at a competitive price? If so, crossbreeding is made easier.
- Quantity and quality of labor: More elaborate systems can be utilized as family or hired labor becomes more plentiful and skilled.
- Facilities: With better facilities, more complex systems are considered feasible.
- Available capital: Developing a well-organized crossbreeding system generally requires more capital outlay than a straightbreeding program.
- Region of the country: In some regions of the United States, complex systems may not be feasible. For example, in the extensive intermountain areas of the West, the more elaborate systems may not be workable.
- Willingness to maintain records: Complex systems should be avoided if the producer has a problem with identification and records.
- Factors associated with choice of breeds in the system:
- Feed resources - abundant, average or sparse?
- Climate - severe, average or stress-free?
- Frame size required by the market - in other words, how much should the carcasses from the progeny weigh when they reach Choice grade?
- Breed availability in your region.
- Breed preferences in the marketplace.
In the following sections, systems that are in general use across the country will be discussed. A summary of these systems is presented in Table 3. This publication does not necessarily include all systems that have been used or recommended.
Table 3. Comparison of crossbreeding systems.
|
Mating type |
% of cow herd |
% of the marketed calves generated by this mating |
% of maximum possible heterosisa |
Est. % inc. in lb. calf weaned per cow exposed |
Minimum no. of breeding pastures |
Minimum herd size |
|
Two-breed rotation at equilibrium |
||||||
|
A-B rotation |
100 |
100 |
67 |
16 |
2 |
50 |
|
Three-breed rotation at equilibrium |
||||||
|
A-B-C rotation |
100 |
100 |
86 |
20 |
3 |
75 |
|
Static terminal rotation at equilibrium |
||||||
|
A-A |
25 |
17 |
-- |
-- |
1 |
-- |
|
B-A |
25 |
17 |
-- |
-- |
1 |
-- |
|
C x (B-A) |
10 |
13 |
-- |
-- |
1 |
-- |
|
T x (B-A) |
40 |
53 |
-- |
-- |
1 |
-- |
|
Overall |
100 |
100 |
86b |
20 |
4 |
100 |
|
Two-breed rotation and terminal sire system (rota-terminal) |
||||||
|
A-B rotation |
50 |
33 |
-- |
-- |
2 |
-- |
|
T x (A-B) |
50 |
67 |
-- |
-- |
1 |
-- |
|
Overall |
100 |
100 |
90b |
21 |
3 |
100 |
|
Terminal sire x purchased F1 females |
||||||
|
T x (A-B) |
100 |
100 |
100 +b |
28 |
1 |
Any size |
|
Rotate sire breed every 4 years |
||||||
|
A-B rotation |
100 |
100 |
50 |
12 |
1 |
Any size |
|
A-B-C rotation |
100 |
100 |
67 |
16 |
1 |
Any size |
|
Composite breeds |
||||||
|
2-breed composite (1/2 A, ½ B) |
100 |
100 |
50 |
12 |
1 |
Any size |
|
3-breed composite (1/2 A, ¼ B, ¼ C) |
100 |
100 |
63 |
15 |
1 |
Any size |
|
4-breed (1/4 A, ¼ B, ¼ C, ¼ D) |
100 |
100 |
75 |
17 |
1 |
Any size |
|
Rotating unrelated F1 bulls |
||||||
|
A-B <-> A-B |
100 |
100 |
50 |
12 |
1 |
Any size |
|
A-B <-> A-C |
100 |
100 |
67 |
16 |
1 |
Any size |
|
A-B <-> C-D |
100 |
100 |
83 |
19 |
1 |
Any size |
|
a Based on heterosis effects of 8.5% for individual traits and 14.8% for maternal traits |
||||||
|
b Assumes a 10% increase in breeding value for calf weight produced per cow exposed to terminal sires. |
||||||
Two-breed Rotation (Fig. 1)
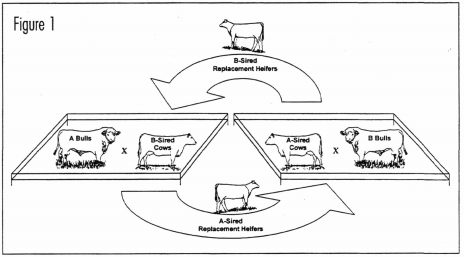
The two-breed rotation is initiated by mating females of breed A to bulls of breed B, with the resulting BA replacement heifers mated to bulls of breed A for their entire lifetime. In each succeeding generation, replacement heifers are bred to bulls of the opposite breed from their sire. Following are other features of this system:
- A minimum of two breeding pastures are required if natural service is used.
- To make the system most practical, minimum herd size is about 50 cows.
- Replacement heifers must be identified by breed of their sire.
- After a few generations, level of heterosis stabilizes at about 67 percent of maximum possible (23.3%), resulting in an expected 16 percent increase in pounds of calf weaned per cow exposed over the average of the parent breeds.
- Rotational systems should involve breeds that are reasonably comparable in certain biological characteristics such as birth weight, mature size, frame size and milk production to minimize calving difficulty in firstcalf heifers, stabilize nutrition and management requirements in the cow herd, and avoid large swings in biological type from one generation to another.
Three-breed Rotation (Fig. 2)
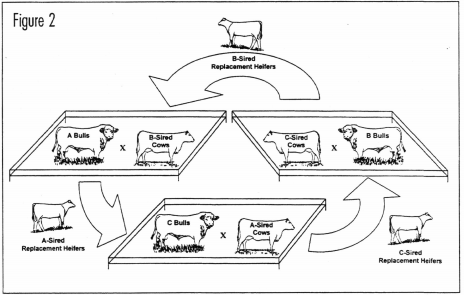
The three-breed rotation follows the same pattern as the two-breed rotation, but a third breed is added to the system.
- A minimum of three breeding pastures is needed.
- Minimum herd size should be somewhere around 75 cows.
- Replacement heifers must be identified by breed of sire. They are to be mated to the breed of sire to which they are most distantly related.
- Level of heterosis stabilizes at about 86 percent of maximum possible, resulting in an expected 20 percent increase in pounds of calf weaned per cow exposed.
- As with the two-breed rotation, the breeds chosen should be reasonably comparable in birth weight, mature size, frame size and milk level.
Four- or Five-breed Rotations
Rotational crossbreeding may involve more than three breeds. With more breeds, a slight increase in heterosis is achieved, but management becomes more difficult and herd size should be proportionately larger.
Static Terminal Sire System (Fig. 3)
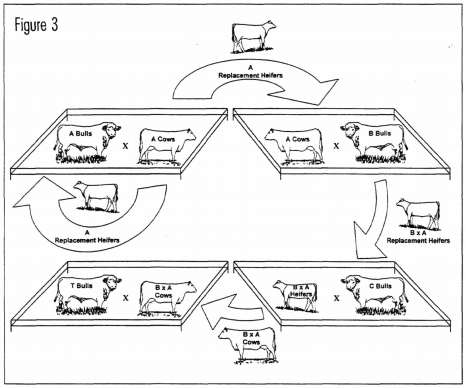
As shown in Table 3, the static terminal sire system involves the production of a straightbred unit (A-A) (25 percent of cow herd) that generates female replacements for this unit as well as replacements for a second unit. Females in the second unit are mated to bulls of a second breed (B) (25 percent of cow herd) to produce crossbred females (B-A) (50 percent of cow herd), which after production of the first calf are mated to terminal sires (T) with high breeding value for growth rate. All progeny of both sexes are marketed. Other calves marketed are the male calves produced from A x A and B x A matings. Females placed in the terminal sire component of the herd are mated to bulls of a smaller breed (C) to produce their first calves to minimize calving difficulty. All of the C-B-A calves also go to market.
This system requires four breeds of bulls and a minimum of four breeding pastures. It should be used only in herds of more than 100 cows. The disadvantages of this system are its complexity from a management standpoint and the inherent limitation on the percentage of the herd using heterosis. Maternal heterosis can be used in only 50 percent of the herd and individual heterosis in 75 percent of the herd. Another disadvantage is that little selection pressure can be applied among females entering the cow herd. Nearly all females (about 90 percent) produced by the straightbred (A) cows are required as replacements. Additionally, only about 53 percent of the marketed calves are sired by the terminal breed.
Assuming the levels of heterosis shown in Table 3 and that the terminal sire breed (T) increases calf weaning weight by 5 percent, the pounds of calf weaned per cow exposed will be increased by about 20 percent. In the final analysis, this system has no more to offer than the three-breed rotation. For that reason, it has little to recommend it.
Rotational-terminal Sire (Rota-terminal) System (Fig. 4)
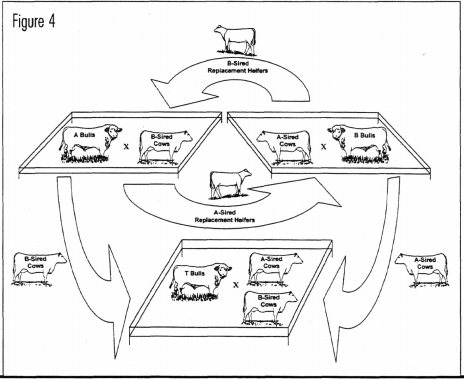
As shown in Table 3, this system entails the use of rotational matings of maternal or multipurpose breeds (A and B) in 50 percent of the herd to provide crossbred replacement females for the entire herd. The objective is to provide the A-B replacements by mating the younger cows (1-, 2- and 3-year-olds), when calving difficulty is expected to be greatest, in the rotational system and to mate only mature cows to terminal sires (T) after replacement requirements have been met. The rotational portion of the herd will require about half of the cows, leaving the other half to be mated to the terminal sire breed. Other features of the system are:
- At least three breeding pastures are required.
- Minimum herd size is about 100 cows.
- Cows must be identified by year of birth as well as breed of sire.
- Approximately two-thirds of the marketed calves are sired by the terminal breed.
- The expected increase in pounds of calf weaned per cow exposed is about 21 percent.
- This system requires a relatively high degree of management to make it run smoothly.
If a 3-breed rotation is used to provide replacements, the expected increase in pounds of calf weaned would be about 24 percent. However, the number of breeds of bulls and number of breeding pastures required increases to four.
Less Complex Crossbreeding Systems
Many cow herds are too small or lack the resources needed to successfully run the more complex systems described above. Nevertheless, it is still possible to harvest a significant percentage of the benefits of crossbreeding through some relatively simplified systems.
Terminal Sire x Purchased F1 Females (Fig. 5)
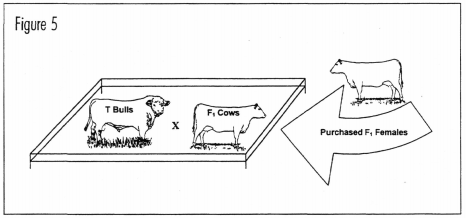
This system is more of a management and economic decision than it is a crossbreeding system. Nonetheless, it is the simplest, fastest and most effective means of utilizing the advantages of crossbreeding - heterosis and breed complementarity. As indicated in Table 3, both individual and maternal heterosis are maximized. The system involves the purchase of F, (twobreed cross) replacement females, mating them to a terminal breed of bull and marketing all of the progeny. No heifer calves are retained as replacements. It is an attractive system because it allows a producer to use highly specialized maternal females that are fertile and easykeeping and mate them to highly specialized terminal sires that excel in growth rate and carcass traits. Other characteristics of the system are:
- It requires only one breeding pasture and one breed of sire.
- It's adaptable to any herd size.
- No identification by breed of sire or by year of birth is needed.
- If virgin heifers are purchased, they should be mated to an easycalving sire for their first calf.
- It maximizes use of individual and maternal heterosis as well as breed complementarity. The expected increase in pounds of calf weaned per cow exposed is 28 percent.
- There is some risk of introducing disease when replacements are purchased.
Replacements need not be purchased every year. Depending on the age breakdown of the original cows, replacements may be needed only every 2 to 5 years. This gives the herd owner the flexibility of deferring female purchases until prices are lower and/or supplies are more plentiful. This system is particularly well adapted for producers who have feed and facilities for growing and finishing cattle. Weaned crossbred heifers could be purchased in the fall and grown out over the winter. In the spring, the better heifers could be sorted off for breeding and the remainder finished out for slaughter. For those who do not have such feed and facilities, the heifers could be grown out and bred A.I. in a professional heifer development center.
The terminal sire x F, female system should be given serious consideration by smaller herd owners if a dependable supply of replacement females is available. It is entirely possible that quality crossbred heifers can be purchased and raised as economically as you can develop your own replacements. Not including interest, it takes $400 to $500 to rear a replacement heifer from weaning time at 7 months to first calving at 24 months of age. Add to this the weaned heifer calf's initial value of $350 to $500, and the total cost at 24 months may range from $750 to $1,000.
Rotate Sire Breed Every Four Years (Fig. 6)
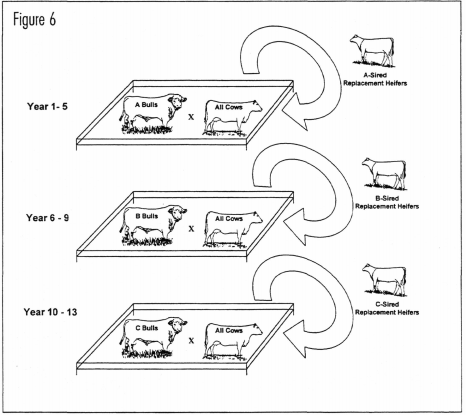
This system entails the use of only one sire breed for several years, then rotating to a second breed, a third, etc. Replacement heifers are produced within the herd. As shown in Table 3, only one breeding pasture is needed and it is an appropriate system for any size of herd. No identification by sire breed or year of birth is necessary.
If you start with a herd of straightbred cows, the first breed of bull should be used for about five calf crops. By then, about 80 percent of the foundation cows will have been culled from the herd. From that point on, each succeeding breed of bull should be used for about 4 years to harvest the most heterosis from the system. On an average, heterosis will be 50 percent of maximum in a two-breed rotation, resulting in a 12 percent increase in pounds of calf weaned per cow exposed. In a three-breed rotation, heterosis will be 67 percent of maximum, resulting in a 16 percent boost in productivity. Although this system sacrifices some heterosis and complementarity, its simplicity makes it a useful one for small herds.
Composites
In recent years, there has been increased interest in the formation of composite populations, based on a multibreed foundation. Once a composite population is formed by its developer(s), commercial customers can purchase the bulls and manage their herds as straightbreds. Consequently, the problems that small herds encounter when they try to use complex systems can be averted.
To retain heterosis in a composite population that is closed to outside genetics, inbreeding must be avoided. To do so, each foundation breed should be widely sampled (15 to 20 sires per breed) and involve 25 or more sires per generation. This translates to a population of at least 500 to 1,000 cows. In small, more tightly bred populations, inbreeding depression can be mitigated by introducing unrelated genetics from time to time.
Assuming that inbreeding is avoided, the percent of maximum possible heterosis that can be retained ranges from 50 percent for a two-breed composite to 87 percent for an eightbreed composite. Retained heterosis can be estimated from the formula itjl, in which n is the number of breeds in the composite. For example, a four-breed composite would be expected to retain 75 percent of maximum possible heterosis (=J-=J = 75%). For more detailed information on composites, refer to Extension bulletin E-2702, "Development and Use of Composite Breeds: A Summary."
Rotating Crossbred (Hybrid) Bulls
Hybrid bulls offer an alternative method of utilizing the composite concept. As shown in Table 3, using unrelated Fj bulls composed of the same two breeds (A-BHA-B) can result in retention of 50 percent of maximum possible heterosis. Rotating Fi bulls that have one breed in common (A-BHA-C) can result in 67 percent heterosis. Rotation of Fj bulls having no breeds in common (A'BHC-D ) can offer 83 percent of maximum heterosis, nearly equal to that achieved with a three-breed rotational system. The first system (A-B<->A-B) would be especially useful in small herds because it requires only one breeding pasture. Another variation of this system would be to rotate different breeds of F, bulls (AB, CD, E-F, etc.) every 4 years. But to avoid wide generational swings in biological type, breeds A, C and E should be similar in type, as should breeds B, D and F.
Matching Systems With Situations
Some typical situations are listed in the following paragraphs. Matched up with them are the systems that would appear to be applicable. This is by no means meant to be a complete list of all possible situations. As herd size increases and more breeding pastures are available, the number of options increases.
- Small herd size (under 50 cows); natural service; one breeding pasture; limited labor; limited capital; females cannot be purchased.
- Rotate sire breed every 4 years.
- Composite breed.
- Rotate F1 bulls.
- Same situation as above, except good crossbred females can be purchased economically in the area.
- Terminal sire x purchased F1 females.
- Herd of 50 cows; natural service; at least two breeding pastures; limited labor and capital.
- Two-breed rotation.
- If F1 females are available economically, purchase them and mate to terminal sire.
- Rotate sire breed every 4 years.
- Composite breed.
- Rotate F1 bulls.
- Herd of 50 cows; one breeding pasture; A.I. service; adequate facilities, labor arid capital; females cannot be purchased.
- Two-breed rotation.
- Three-breed rotation is feasible from a management standpoint but involves a lot of breeds for the number of calves that result.
- From 50 to 100 cows; one breeding pasture; A.I. service; adequate facilities, labor and capital; females cannot be purchased.
- Two-breed rotation.
- Three-breed rotation.
- From 75 to 100 cows; natural service; at least three breeding pastures; adequate labor and capital.
- Three-breed rotation.
- Terminal sire x F1 females (if available).
- Composite breed.
- Rotate F1 bulls.
- More than 100 cows; natural service; at least three breeding pastures; adequate labor and capital.
- Rota-terminal system.
- Three-breed rotation.
- Terminal sire x F1 females (if available).
- Composite breed.
- Rotate F1 bulls.
Selected References
Cundiff, L.V., and K.E. Gregory. 1977. Beef cattle breeding. Agriculture Information Bull. No. 286. ARS, USDA.
Gosey, J.A. 1979. Crossing the breeds. Proc., The Range Beef Cow Symposium VI, Dec. 3-5, Cheyenne, Wyo.
Gosey, J.A. 1994. The role of hybrid bulls in defying genetic antagonisms. Proc., Northwest Kansas Cow-Calf Seminars, Feb. 3-4, Colby, Kansas.
Gregory, K.E., and L.V. Cundiff. 1980. Crossbreeding in beef cattle: evaluation of systems. J. Anim. Sci., 51:1224.
Gregory, K.E., L.V. Cundiff and R.M. Koch. 1997. Composite breeds to use heterosis and breed differences to improve efficiency of beef production. Tech. Bull. ARS, USDA, and Univ. of Nebraska.
Koots, K.R., J.P. Gibson, C. Smith and J.W. Wilton. 1994. Analysis of published genetic parameter estimates for beef production traits. 1. Heritability. Animal Breeding Abstracts., 62 (5): 309.
Kress, D.D., and T.C. Nelsen. 1988. Crossbreeding beef cattle for Western range environments. Tech. Bull. No. 88-1. Nevada Agr. Exp. Sta., Reno.
Kress, D.D. 1994.Crossbreeding with a new target Proc. Beef Improvement Federation 26th Annual Conf., June 1- 4, Des Moines, Iowa.





