


Yield monitor calibration procedure
 Print
Print Email
EmailAccurate calibration yields accurate data. Take time to calibrate your yield monitor as you start harvest.
Many farms now have yield monitors. The data collected from a yield monitor can be very informative when determining management operations on each field. However, in order to make good decisions, you need to have good data to work with. Optimizing use of investment in precision agriculture requires collecting accurate yield monitor data, which requires good setup and calibration practices.
Michigan State University Extension suggests six important steps in properly calibrating a yield monitor. You should consult your operator’s manual for exact directions on how to accomplish each step. Here we will cover what each component does and how it contributes to an accurate measurement of yield.
- Mass flow sensor
- Moisture sensor
- Lag time setting
- Header position setting
- Distance traveled measurement
- Header cut width setting
Mass flow sensor
The mass flow sensor is the most important part of the combine to be calibrated in order to get accurate yield data. The mass flow sensor is located at the top of the clean grain elevator on the side of the combine. Clean grain is carried on paddles from the bottom of the combine to the top of the combine where the paddles throw the grain against the sensor. The sensor has a pressure plate that converts the amount of pressure against it as a voltage reading. The voltage reading is then converted to a grain flow rate in pounds per second.
As you go across the field harvesting, there are high- and low-yielding areas where the flow of grain will be high or low. In average parts of the field, the grain flow across the mass flow sensor will be average. The relationship of grain flow readings across the mass flow sensor when going from low to high flow is not linear, but rather a curve as shown by the open circles in Figure 1 below.
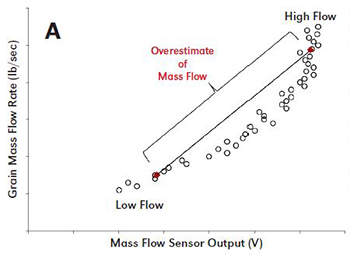
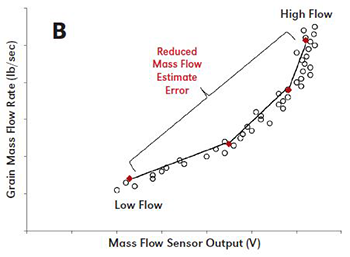
Figure 1. Mass flow sensor output for (A) improperly calibrated yield monitor and (B) a properly calibrated yield monitor. Source: “Best Management Practices for Collecting Accurate Yield Data and Avoiding Errors During Harvest,” Luck J. and Fulton J. University of Nebraska Lincoln Extension Bulletin EC2004.
Chart A is an example where the farmer conducted two calibration operations in the cab – one with low grain flow and one with high grain flow, each represented by the red dots. In this case, the low- and high-yielding areas of the field will produce accurate readings on the yield monitor, but in the middle yielding areas of the field, yield will be overestimated. Chart B shows an example where there were four calibrations performed at different grain flow rates. You can see that calibrating at the different flow rates will produce much more accurate yields by your monitor.
There are a couple of ways to intentionally get the different flow rates indicated by Chart B. First, you can harvest at the same speed with different amounts of the header engaged in the crop. For example, if you have a 12-row corn head, you could run calibrations where you harvest two rows, four rows, eight rows and 12 rows. It is important to maintain the same speed if you use this method because you are purposefully trying to influence the flow of grain hitting the impact plate of the mass flow sensor.
The second method is to use the full header width at four different speeds. If you generally combine at 3.5 mph, run four calibrations at 1 mph, 2 mph, 3 mph and try to push it up to 4 mph. Getting the mass flow sensor calibrated is the most important step in getting accurate yield data for each field.
Moisture sensor
The moisture sensor should be checked for operation annually and calibrated periodically for accuracy. Proper moisture readings will be essential in determining the dry yield. Even if the mass flow sensor is properly calibrated, you can still get erroneous yields if the moisture sensor is off.
When you calibrate the mass flow sensor, you should collect a grain sample and determine the grain moisture content of each sample. Be sure to use a high quality meter that has been calibrated recently. There are a number of handheld moisture meters that are portable and convenient, but they often lack in accuracy. Take the samples back to the shop or to the local elevator and have them run the samples for you. Use this data when you enter the calibration data for the mass flow sensor.
Lag time setting
Lag time is the amount of time it takes grain to flow through the combine from the header, thresher and clean grain elevator before grain starts hitting the mass flow sensor. You can count the seconds it takes from the time your header engages the crop until you start to see grain enter the bin on the combine. In many cases, it is around 12 seconds. Each machine can be different. It can also be affected by crop condition.
Your yield maps should show each pass lining up on the headland. If every other pass is longer and shorter, you probably need to adjust the lag time setting. This can also be corrected with post-processing of your data after harvest. So if you don’t get it set correctly in the combine, it can be fixed, but it is another step to do.
Header position setting
The header position setting is what tells the yield monitor to start and stop logging data points. Generally, on the headlands, you raise the header as you turn around and then lower it again as you re-engage the crop. If you set the operating height properly, the machine will automatically stop logging data points when you raise the header, then start logging again when you lower it. This will eliminate the collection of zero yield points as you turn around on the ends. This is another setting that can be fixed with post-processing of the data after harvest, but the more accurately you can operate your yield monitor in the field, the more accurate your data will be.
Distance traveled measurement
Most yield monitors now use the GPS signal to determine distance travelled and it can be very accurate, especially with RTK systems. However, older systems used to have a backup system in case the GPS signal was poor or lost. These relied on measurements of wheel revolutions and calculated distance and speed based on wheel size. Follow your operator’s manual to properly calibrate distance measurements if you have the backup system.
Header cut width
The yield monitor uses the header width to calculate yield. Make sure you have each combine set with the proper cut width. Sometimes you will need to change headers between combines, and if they are different sizes you will need to go in and change the cut width. This usually isn’t a problem with yield monitor accuracy, but sometimes we get an operator that forgets to change the width after changing a header and part of the field will have inaccurate yield data due to the wrong cut width entered in the field.
While these are some basic yield monitor calibrations steps, see the following University of Nebraska-Lincoln Extension publications for a more detailed explanation:





